SERVICE MANUAL
ports are needed with all sizes of tubing except 1/8" O.D.
if compression-type fittings are used.
Once the tubing has been connected and tightened
the sleeve has been crimped on the tubing and insert.
Since the sleeve has been compressed and distortion of
the insert may have resulted, the sleeve and inserts
should never be used the second time.
To assemble tubing ends for use with compression-
type fittings, the following steps should be followed
carefully.
1.
Loosen and remove nut from fitting.
2.
Pull tubing from fitting.
3.
Repeat the same operations at other end of
tubing. If only one end of line needs repairing,
second end need not be disconnected if line is
long enough to permit repairing.
4.
Cut the selected size of tubing to length. Be
sure to make smooth, square cuts. Either a
sharp knife or hack saw may be used.
5.
Position nut on tube.
6.
Position compression sleeve on tube.
*7.
Insert tube support into tube.
*8.
Position the tube, support and sleeve in the
fitting. Push tube in fitting until it bottoms.
9.
Then install and tighten tube nut to secure
sleeve on tubing.
10.
Inspect tubing connections for air leakage. With
the tubing and associated fittings charged to full
system air pressure coat tubing lines and fittings
with soap suds to check for leakage. No leakage
is permissible. Leakage at a tubing fitting is
sometimes corrected by tightening the tubing
fitting nut. If this fails to correct the leakage,
replace the tubing fitting, tubing, or both.
* No tube support is used with 1/8" O.D. tubing. Certain
fittings used in accessory piping systems have the tube
support as an integral part of the fitting body. These
fittings may be reused if no distortion of the tube
support has occurred.
NYLON TUBING SPECIAL INSTRUCTIONS
For the present this nylon tubing should not be
substituted in the field for any metallic tubing. In addition,
the following precautions must be taken in the use of
nylon tubing.
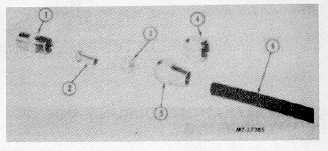
Fig. 6 Nylon Tubing Assembly
1Fitting
2Tube Support or Insert
3Sleeve
4Short Nut
5Long Nut
6Nylon Tubing
1.
Do not use nylon tubing for any application which
would cause it to be exposed to temperatures
below -40 degrees C or +I 11 degrees C (-40
degrees F or above +200 degrees F).
2.
Do not subject nylon tubing to working pressure
in excess of 1034 kpa (150 psi).
3.
Do not use nylon tubing for frame-to-axle,
tractor-to-trailer or any similar line where a high
degree of flexibility is required.
4.
Observe extreme care when welding near nylon
tubing. Hot slag or spark will damage the tubing.
5.
Protect nylon tubing from battery acid.
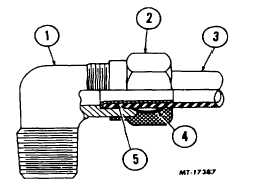
Fig. 7 Nylon Tubing Assembly Cross Section
1Fitting
2Short Nut
3Nylon Tubing
4Sleeve
5
Tube Insert or Support
CTS-4079 - CHAPTER XII - Page 5