SERVICE MANUAL
CRANKSHAFT, MAIN BEARINGS, FLYWHEEL & CRANKCASE
Section 6
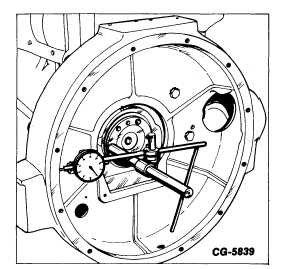
Figure 14. - Checking the Concentricity of the Flywheel
Housing Bore in Relation to the Axis of the Crankshaft.
Inspect the Crankcase as follows:
1.
Check the crankcase deck for "PULLED" thread
holes which may interfere with the head and
gasket fit. Lightly file these areas to restore
flatness.
NOTE: DO NOT resurface the block. Any defects in
the
surface
not
correctable
by
light
filing
necessitates crankcase replacement.
2.
Threaded holes with damaged threads may be
salvaged with "Heli-Coil Repair." 3.400
Series
Only: Inspect the lower cylinder sleeve pilot bore
for erosion. If a possibility exists that water
leakage may occur from erosion, machine the
lower bore as follows:
a.
Rework the crankcase as shown in Fig. 15.
Adhere to specified dimensions.
IMPORTANT:
Do
Not
Rework
300
Series
Crankcases.
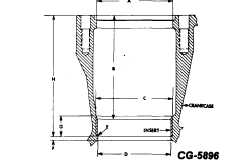
Figure 15. - Crankcase Rework Illustration for Lower
Cylinder Sleeve Insert. (400 Series Only)
Symbol
Dimension
A
(*)(.**) 125.83-125.88 mm (4.954-4.956 in)
B
172.97-173.99 mm (6.810-6.850 in)
C
(-) 126.098-126.124 mm (4.9645-4.9655 in)
D
(*) (’) 122.38-1 22.43 mm (4.818-4.820 in)
E
0.25 mm (0.010 in) R. Max.
F
4.45 mm (0.175 in)
G
33.66 mm (1.325 in)
H
202.31 mm (7.965)
* - Diameter to be concentric within 0.03 mm (0.001 inch)
total indicator reading.
** - Diameter to be concentric within 0.05 mm (0.002
inch) total indicator reading.
*** - Center line to be square with crankshaft bearing
bores within 0.08 mm (0.003 inch) in 305 mm (12
inches).
4.
Install a Lower Pilot Bore insert as follows:
a.
Obtain correct bore part number from the
parts catalog.
b.
Apply "Locoquic Primer Grade T" (aerosol)
completely around the rebored area of the
block, and around the O.D. of the repair
insert.
c.
When the primer is dry (approximately 30
seconds) apply "Loctite Bushing Mount" to
the O.D. of the repair insert.
NOTE: DO NOT wipe off any primer since it is a
catalyst that insures the proper curing of the
bushing mount.
CGES-185-3
PRINTED IN UNITED STATES OF AMERICA
Page 14