SERVICE MANUAL
Preload Pinion Bearing
Pinion bearing preload is established by selecting the
correct size spacer located between the two pinion thrust
bearings and tightening pinion end nut to the specified
torque (see "Torque Chart").
1.
Temporarily install companion flange on end of
pinion shaft.
IMPORTANT
When preloading pinion bearings of forward rear
axle, a spare companion flange and non-locking
end nut in lieu of driven gear and flange nut for
temporary installation on pinion.
Do not use flange type lock nut during bearing
preload procedure.
2.
Clamp pinion assembly in a vise so as to hold
companion flange.
3.
Rotate pinion cage while tightening end nut to
specified torque (see "Torque Chart"). Rotation of
cage is important so as to seat and align bearings,
otherwise, a false condition of bearing load could
exist. Bearing rollers must be seated against face of
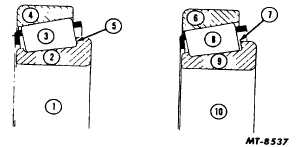
bearing cone (Fig. 26).
Fig. 26. Pinion Bearing Roller Position
1
Correct
6
Cup
2
Cone
7
Clearance
3
Roller
8
Roller
4
Cup
9
Cone
5
Roller Against
10
Incorrect
Face of Cone
4.
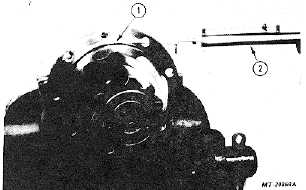
Measure bearing preload by wrapping a strong cord
or soft wire about the pinion
Fig. 27. Measuring Pinion Bearing Preload
1
Cord or Soft Wire Wrapped Around Pinion
Cage
2
Spring Scale
cage and attach end to spring scale (Fig. 27). Read
scale only while cage is rotating. Compare this scale
reading with the figure shown in "Specifications".
When preload does not agree with Specifications
bearing load may be increased by installing a thinner
spacer or decreased by using a thicker spacer.
Determine spacer thickness using a micrometer (Fig.
28) and make a new selection accordingly. Closer
adjustment may be obtained by working spacer to
desired thickness, using emery cloth on a flat
surface.
5.
Wash spacer clean of emery cuttings before
installing on pinion.
After pinion bearing preload is established, good
practice would be to check bearing roller ends to see
whether they are in contact with bearing cone face.
Use a feeler gauge ribbon. There must be no
clearance at ends of rollers (Fig. 26).
Fig. 28. Measuring Spacer Thickness
CTS-4044
PRINTED IN UNITED STATES OF AMERICA
Page 16