SERVICE MANUAL
Assemble Power Divider Intermediate Case
1.
Assemble idler shaft bearings, bearing races and
bearing spacer to idler gear. On models RA-351 and
355, position the bearing spacers correctly to index
oil groove in rear spacer with oil passage in idler
shaft (see Fig. 44).
2.
Position idler shaft in intermediate case so flats on
rear of shaft will index with flats in differential carrier.
3.
Support front face of intermediate case and press
idler shaft into position.
4.
Install idler shaft end nut and washer. Tighten nut to
specified torque, Use flats on end of shaft to hold
shaft from turning while tightening nut.
5.
Using a dial indicator, check end play of idler gear.
End play should be within specified limits. (See
"Specifications. ")
6.
If end play is not within specified limits, remove idler
shaft and idler gear and change the bearing spacer.
End play can be reduced by installing a thinner
spacer or increased by installing a thicker spacer.
Determine spacer thickness with micrometer and
make new selection accordingly.
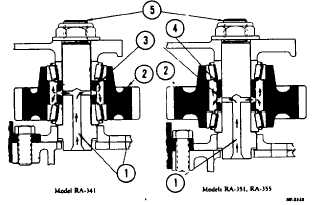
Fig. 44. Cross Section Of Idler Shaft Installation
1
Lubricant Passage
2
Idler Gear
3
Spacer - End play controlled
by thickness of this spacer
4
Thin spacer must be
installed in this location
5
Idler Shaft
While .000 end play for idler shaft is permissible, it is
important that bearings not be loaded with side
thrust. Therefore, end play between specified limits
is desired.
7.
Assemble and install input gear.
RA-341:
a.
Press bearing on input gear.
b.
Install bearing retaining nut. Clamp gear in vise
and tighten retainer nut using SE-2247 wrench
(Fig. 45). Tighten to specified torque. Use
punch to stake nut to gear end.
c.
Check input gear bearing end play with a dial
indicator ,025-.076 mm (.001-.003"). Use
bearing spacers as required to obtain correct
end play.
d.
When end play is correct and retainer nut is final
torqued, stake retainer nut at milled slot in input
gear.
e.
Position
gear
and
bearing
assembly
in
intermediate case. Support rear face of case
and press bearing into case bearing bore. Press
bearing to rear sufficiently to install bearing snap
ring.
f.
Install snap ring on bearing and press bearing
and gear forward until snap ring seats firmly
against shoulder of case.
RA-351 and 355:
a.
Using bearing spacer previously removed for a
trial assembly, install bearings and cage on input
gear and clamp assembly in vise.
b.
Install bearing retaining nut and, using SE-2247
bearing nut wrench, tighten to specified torque
(Fig. 45). Use punch to stake nut to gear end.
c.
Install input gear bearings and bearing retainer
into intermediate case. Secure cage with six hex
bolts. (See "Torque Chart") .
Assemble Output Shaft
1.
Support output shaft bearing and press output shaft
into bearing.
2.
Tap bearing case of retainer over bearing and
secure with snap ring.
3.
Install seal in bearing case.
4.
Install flange and end nut.
CTS-4044
PRINTED IN UNITED STATES OF AMERICA
Page 24