SERVICE MANUAL
INSPECT CAB STRUCTURE FOR DAMAGE
With side panel removed, inspect remainder of
cab for damage. Look especially for and repair:
1.
Damage to cab sill welds.
2.
Loosening of floor panels.
3.
Underbody bent out of alignment. (This step can
vary with each job. Keep in mind you are trying
to return cab to its original condition.)
Reweld any cracked or missing welds. The sill
side inner panel on the cab underbody must be straight
and flat.
ALIGN NEW SIDE PANEL TO CAB
1.
Position and clamp new side panel assembly to
side of cab.
2.
Raise roof outer panel sufficiently to insert
windshield pillar top corner between inner and
outer roof panels.
3.
Apply heat expanding type sealer (Plastisol or
equivalent) to this seam.
4.
Align panels to establish windshield opening and
install "C" clamps to secure.
5.
Align remaining joints at dash panel, cowl, roof
panel and back panel using "C" clamps to hold
new side panel in place.
WELDING SIDE PANEL TO CAB
1.
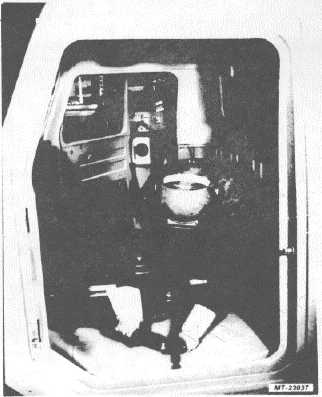
Using MIG welder inside cab (Fig. 48), plug weld
around door opening through holes drilled out of
original cab panels during side panel removal.
CAUTION
Adjust welder so as not to damage or
burn sheet metal when performing these
welds.
2.
Where drilled holes are not accessible such as
at bottom of rocker panel, use 2.5 cm (1 inch)
seam welds spaced 7.5 cm (3 inches) apart to
secure rocker panel to sill side inner panel.
Fig. 48. Using MIG Welder For Plug Welds
3.
At inside of cab weld base of inner side panels to
sill side inner panel (Fig. 49). Note: 80" wide
cabs do not use a seam weld at cowl seam joint
but have a panel extension on sill side inner
panel to be plug welded to inside of side panel.
Fig. 49. Seam Weld At Inside Of Side Panel
CTS-4065
PRINTED IN UNITED STATES OF AMERICA
Page 28