(3)
The only re-working advisable is to remove burrs at the edge of the gear track and in the bearing locations,
and this should be carefully effected with fine emery cloth.
NOTE
Under working conditions hydraulic pressure within the pump forces the gears towards the
inlet side of the body on the running track. Therefore, if the running track is past the limit for
re-use, the fitting of new bearings may not improve efficiency as the new bearing will tend to
prevent the gears bottoming in the running track.
c.
Gears.
(1)
Inspect the gears for scored or worn side faces or journals, damaged teeth, thread or keyway, and surface
cracks.
(2)
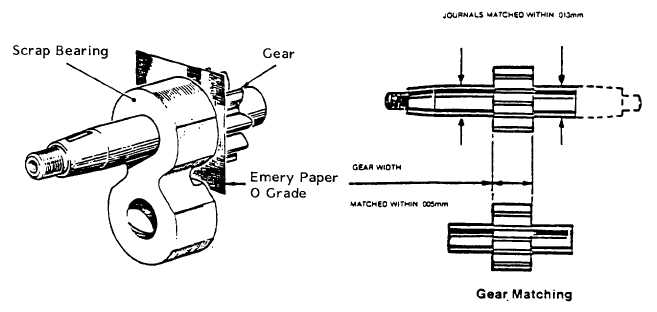
Slight wear and scoring on the journals can be erased by polishing between lathe centres using O grade
emery paper lubricated with paraffin. Slightly scored side faces may be renovated by sandwiching emery
paper between the gear face and a scrap bearing, as in Figure 4-18.
(3)
While servicing the drive and driven gears, particular attention should be paid to the following points.
(a)
Gear widths of drive and driven gears must be within 0.005mm(0.0002") of each other to ensure
satisfactory pump efficiency. (See Figure 4-18).
Figure 4-18. Pump Gears
4-70