SERVICE MANUAL
CLEANING, INSPECTION AND REPAIR
Remove all dirt, old lubricant, and liquid gasket
material from components of the rear axle. Immerse in
cleaning solvent and use a stiff brush if necessary.
Bearings should be cleaned separately in clean solvent
and special efforts taken to protect their finely machined
surfaces. If compressed air is used for drying, do not
spin bearings while drying.
Examine all bearings for roughness, damage or
wear by rotating each bearing slowly in the hand. If in
doubt as to bearing condition, replace. Ring gear, drive
pinion, differential pinions and any other gears should be
checked for damaged teeth, worn spots, or distortion.
Inspect diff case assembly for cracks, damage or
distortion. Make sure splined ends of axle shafts are
neither twisted nor cracked. Shim packs should be
uniform thickness. Discard thrust washers and obtain
new even when only slight wear is indicated.
ADJUSTMENTS
The principal adjustments made on the diff
carrier assembly are devised for establishing the proper
gear tooth contact and thereby obtaining a long wearing,
quiet running rear axle. Fundamentally, there are five
adjustments to be covered and these are accomplished
as the diff carrier assembly is assembled. To emphasize
their importance, these five steps or adjustments are
listed here as well as in the actual assembly procedure.
These adjustments are:
1.
Preload the pinion bearings.
2.
Set pinion nominal dimension.
3.
Set gear lash.
4.
Preload the diff bearings.
5.
Check gear tooth contact.
REASSEMBLY
When reassembling the rear axles, see also the
exploded views (Figs. 23 and 24) for correct installation
of parts.
FORWARD REAR AND REAR AXLES
Assemble Pinion and Cage
1.
Place rear pinion bearings on pinion shaft and
press into place against pinion.
2.
Place pilot bearing on stud end of pinion shaft
and press firmly against shoulder of
pinion. Stake face of pinion shaft in six (6)
evenly spaced places to secure pilot bearing in
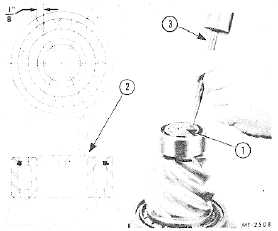
place (Fig. 25)
Fig. 25. Staking Pinion Pilot Bearing
1
Ground Face of Pinion
2
Metal Displaced to Secure Bearing
3
Blunt Point Punch
3.
Pre-lubricate the bearings with rear axle gear
lubricant.
4.
Place bearing spacer on pinion shaft and press
against rear pinion bearing.
IMPORTANT
The bearing spacer is furnished in various
thicknesses in graduations of .025 mm
(.001”) to permit changing of spacer
thickness to obtain correct pinion bearing
preload.
5.
Insert pinion (with rear pinion bearing and
spacer) into pinion cage.
6.
Mount pinion and cage in arbor press. Place
pre-lubricated front pinion bearing on pinion.
7.
Press bearing into place firmly against
bearing preload spacer.
8.
Revolve pinion cage around pinion several
times to seat bearings correctly.
9.
Remove pinion and cage from press.
CTS-4044
PRINTED IN UNITED STATES OF AMERICA
Page 15