SERVICE MANUAL
6.
Remove end nut and companion flange.
7.
FORWARD AXLE: Install pinion shaft driven gear
and flange nut. Clamp pinion shaft driven gear in
fixture or jaws of vise using jaw shields or other soft
material to avoid damage to gear.
REAR REAR AXLE: Install seal in pinion cage and
place companion flange and flange nut on pinion
shaft.
8.
Tighten pinion flange nut to specified torque (see
"Torque Chart").
9.
Recheck pinion bearing preload.
Assemble Pinion and Cage to Differential Carrier
1.
Place original shim pack on pinion cage and mount
cage in diff carrier. Tap cage into place with a soft
hammer.
2.
Install pinion cage bolts and tighten to specified
torque (see "Torque Chart").
Set Pinion Nominal Dimension
To establish pinion nominal dimension, which is the
distance from the face or finished end of the installed
pinion to the centerline of the ring gear or cross shaft,
proceed as follows:
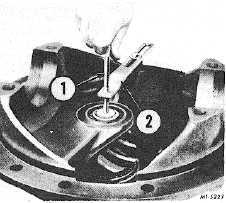
Obtain step plate and clamp assembly from SE-1065
Pinion Setting Gauge set and attach it to diff carrier
flange, locating step plate clamp screw over center
of pinion (Fig. 29).
Fig. 29. Locating Step Plate Clamp
1
Step Plate Clamp Screw
2
Step Plate Clamp Asm.
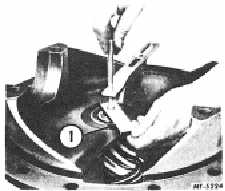
Install step plate under clamp screw and tighten
screw to hold step plate securely in position (Fig. 30).
Fig. 30. Installing Step Plate
1
Step Plate
The step plate is necessary to project the face of the
pinion where it can be measured by the gauge which is
on the centerline of the drive gear.
IMPORTANT
Be certain lugs on step plate straddle the bearing
staking indentations on end of pinion.
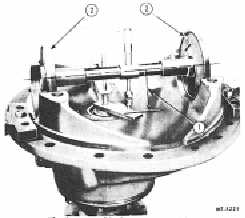
Mount assembled SE-1065 gauge in bearing
bores of carrier (Fig. 31). See "Specifications" for correct
disc size.
Fig. 31. Assembled Gauge In Position
1
Nominal Dimension Measured Here
2
Adapter Discs
CTS-4044
PRINTED IN UNITED STATES OF AMERICA
Page 17