TM 5-3825-226-24
BASIC BLOCK
MAIN BEARING BORES
With the main bearing caps installed and tightened to
the torque give in the chart TIGHTENING PROCEDURE
FOR THE BOLTS FOR MAIN BEARING CAPS. Check
main bearing bore size using the IP3537 Gauging
Group. If the main bearing bore is not within 3.7075 +
.0015 in. (94.171 + 0.038 mm), replace the main
bearing cap. It is necessary to line bore the
replacement service caps. See the topic LINE BORING
MAIN BEARING CAP.
When
installing
main
bearing
caps
on
a
reconditioned engine, use new bearing cap bolts and
washers.
MAIN BEARING CAP GUIDE WIDTH
Check the width of the main bearing cap guide. The
guide width of a new cap is 6.5600 ± .0007 in. (166.624
± 0.018 mm). Replace main bearing caps that are less
than the minimum width of 6.5580 in. (166.573 mm). It
is necessary to line bore the replacement service caps.
See the topic LINE BORING MAIN BEARING CAP.
When
installing
main
bearing
caps
on
a
reconditioned engine, use new main bearing cap bolts
and washers.
LINE BORING MAIN BEARING CAPS
When reconditioning a block, and one main bearing
cap is replaced, line bore the replaced cap. If it is
necessary to replace more than one cap, it is
recommended that all of the main bearing bores be line
bored. See the topic LINE BORING MAIN BEARING
BORES.
Clean bearing caps and saddles. Remove all nicks
from pan rail. Plug oil holes in block with grease to
prevent chips from entering oil passages.
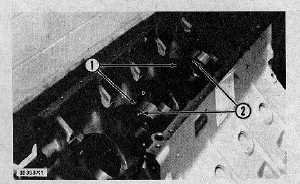
CENTERING RINGS IN BLOCK
1. Centering Rings. 2. Oiler.
Place 1P2344 Centering Rings (1), with oiler (2) up,
on each side of the cap being replaced. For an end cap,
place IP2344 Centering Rings (1) in the second and
fourth main bearing bores.
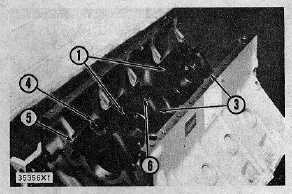
Mark new cap to correspond with number on saddle
and install the new unbored cap (5). Mark cap and
saddle "OS" for oversize next to location number.
Tighten the unbored cap bolts (4) to the torque shown in
the chart TIGHTENING PROCEDURE FOR THE
BOLTS FOR MAIN BEARING CAPS. Place the original
bearing caps (3) over the centering rings (1). Tighten
the original bearing cap bolts (6) hand tight.
CENTERING RINGS INSTALLED
1. 1P2344 Centering Rings. 3. Original bearing
caps. 4. Bolts (two). 5. Unbored cap. 6. Bolts
(four).
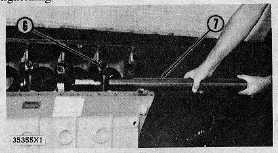
Oil boring bar (7) and insert it through centering rings
(1). Tighten bolts (6) to a minimum of 20 lb. ft. (25
N•m) and a maximum of 50 lb. ft. (70 N•m) while
spinning boring bar (7) to check for binding. Centering
rings (1) must be seated in bearing saddles after
tightening.
INSTALLING BORING BAR
6. Bolts (four). 7. 1P2352 Boring Bar.
Bolt torsion bar assembly (8) loosely to opposite end
of block from which boring bar will be driven. Install
feed assembly (10) into boring bar and tighten setscrw
(9). Slide feed assembly (10) onto torsion bar assembly
(8) and tighten bolt (11). Tighten bolt (12) finger tight.
Boring bar must slide in and out freely after these
tightening operations. Tighten thumbscrew (13).
3-370