SERVICE MANUAL
CONNECTING RODS, PISTONS, RINGS & SLEEVES
Section 5
CLEANING, INSPECTION & REPAIR
Clean Connecting Rods as follows:
1.
Using a non-caustic solution, clean the threads
and mating surfaces between the rod and cap.
2.
Clean the oil hole at the top of the rod and keep
it uncloged.
3.
Clean all bolts thouroughly.
Inspect Connecting Rods as follows:
1.
Inspect all bolts for nicks or damage. When
lubricated with SAE 30 oil, the bolts must screw
into the rod face, by hand. If the bolt will not
screw in by hand, reclean the rod threads and try
a new bolt. If a new bolt does not screw in
freely, the rod must be discarded.
NOTE: Do not retap rods as this is a special rolled
thread.
2.
When new bolts are used in a rod, they must be
torqued o 175 N•m (130 Ibf-ft), loosened, and
retorqued three times.
3.
Check the integrity of connecting rod bearing
bores for mis-match between cap and the rod
and for "out-of-round". These checks are only
valid when the insert is OMITTED and bolts are
torqued to 175 N•m (130 Ibf-ft) using an SAE 30
weight oil as a lubricant under the head of the
bolt and in the threads. An inside micrometer is
recommended, but a dial bore gauge can be
used for measurements.
NOTE: Lack of attention to the integrity of
connecting rod bearing bores during an overhaul
may result in a rod bearing failure. Careful attention
must be given to all aspects of the rod and bolts.
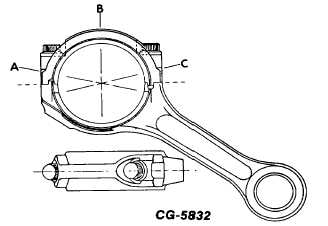
a.
Measure and record the three inside
diameters of each rod at points "A", "B"
and "C", as shown in Fig. 8.
b.
If the difference between points "A" and "C"
is over 0.10 mm (0.004 in.), the mismatch
is excessive and the rod should be
discarded.
c.
If the difference between point "B" and the
average of "A" and "C" (A + C divided by 2)
exceeds 0.05 mm (0.002 in.), the rod
should be discarded.
Figure 8. - Connecting Rod I.D. Measurement locations
Inspect Connecting Rod Bearing Fit as follows:
1.
If bearing-to-crankshaft running clearances are
to be reduced, because of wear, install undersize
precision type bearing shells.
a.
Premature bearing failure will result from
attempts to reduce journal-to bearing
running clearances by modifying bearing
caps, bearings or both.
b.
Such modifying will alter the engineered fit
of the bearing shells in their bores and
destroy the specifically desired "crush".
2.
Bearing shells must fit tightly in the rod or case
bore. Bearing manufacturers accomplish this by
making the diameter at right angles to the
parting line (A, Fig. 9) slightly larger than the
actual diameter of the bore (B) into which they
are assembled. The increased diameter (C) is
refered to as "bearing crush".
CGES-185-3
PRINTED IN UNITED STATES OF AMERICA
Page 12