SERVICE MANUAL
CONNECTING RODS, PISTONS, RINGS & SLEEVES
Section 5
1.
If the sleeve is hardened, a two tone gray
pattern* will result with a sharp line of
demarkation between the two colors.
2.
If the sleeve is unhardened, the etched area
will be one solid dark gray color.
c.
Immediately after etching, neutralize the
etched area with water and then coat it with
oil.
*
The reason for the two-tone gray pattern
in hardened sleeves is that the sleeves
are not hardened at the extreme end.
The soft area extends into the sleeve
approximately 1/4 Inch. When etched
with nital, the soft area will be light gray
and the hard area will be dark gray.
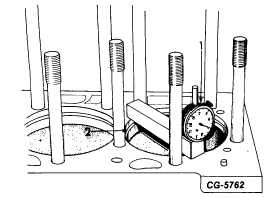
Inspect Crankcase as follows:
1.
Check the crankcase counterbore depth with depth
gauge (1, Fig. 22), 1 020 560 R91, at four points
around the counter-bore (2) as shown in Fig. 22.
Figure 22. - Checking Crankcase Counterbore Depth
1. Depth gauge
2. Counterbore
a.
Maximum
variation
between
points
of
measurement before resurfacing is 0.03
mm (0.001 in.).
b. Resurface
the
counterbore
using
counterboring tool (No. 1 020 57491) as
shown if Fig. 23. The following are basic
components of the counterboring tool and
are used in combination with the proper tool
holder:
I.H. Part No.
Description
1 020 553 R91
Driver Unit, Handle & Tool
Bits
1 020 554 R1
Adapter Plate
1 020 556 R1
Tool Holder
(300 Series)
1 020 555 R1
Tool Holder
(400 Series)
Figure 23. - Counterboring Tool Installed in Crankcase
2.
Assemble the Counterboring Tool as follows:
a.
Select the proper tool holder. Wipe all
finished surfaces clean. Line up zero on
the driver unit with zero on the adapter
plate.
b.
Install adapter plate (6, Fig. 24) onto driver
unit (3) with four cap screws (4) provided
with the unit..
c.
Install tool holder (7) onto driver unit (3)
allowing keyway in tool holder to engage
over woodruff key.
d.
Fasten tool holder (7) onto driver unit shaft
with cap screw (8). Be sure washer is
between cap screw and tool holder.
CGES-185-3
PRINTED IN UNITED STATES OF AMERICA
Page 22