SERVICE MANUAL
CRANKSHAFT, MAIN BEARINGS, FLYWHEEL & CRANKCASE
Section 6
CLEANING, INSPECTION & REPAIR
CLEANING
Clean the Crankshaft and Main Bearings as follows:
1.
Clean all parts with non-caustic cleaning solvent.
2.
Dry with compressed air.
3.
Clean all the crankshaft internal oil passages of any
dirt or sludge that may have accumulated. Run a
stiff wire brush through the oil passages to loosen
the deposits, then wash the passages and external
surfaces of the crankshaft thoroughly with fuel oil.
Blow the passages and external surfaces dry with
compressed air.
Clean the Flywheel and Ring Gear as follows:
1.
Wash the flywheel and ring gear in non-caustic
solvent.
2.
Dry with Compressed air.
Clean the Crankcase as follows:
1.
During overhaul it is best to clean the crankcase
in a chemical “hot tank.” This removes all
carbonous material and mineral deposits that
collect in the cooling passages.
2.
Clean all lube oil passages, thoroughly.
3.
Remove gallery plugs and swab with a brush
and solvent. (Reseal all plugs upon installation).
4.
Clean all threaded holes with a tap of
appropriate
size
and
blow
clean
with
compressed air.
INSPECTION AND REPAIR
Inspect the Crankshaft and Main Bearings as
follows:
1.
Visually inspect the bearings for wear and evidence
of uneven bearing support. If such evidence is
found, examine the bearing caps and supporting
surfaces of the crankcase for high spots and burrs.
2.
Visually inspect the crankshaft journals for scoring.
3.
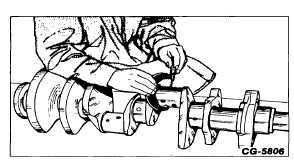
Measure the diameter of each journal using
a micrometer as shown in Fig. 11.
Measure each journal at two points, at right
angles to each other. Move the micrometer
over the entire width of the journal. Limits
of:
85.705 mm
(3.3742 in.)
85.738 mm
(3.3755 in.)
must be observed.
Figure 11. - Measuring the Crankshaft Journals
4.
Check HARDNESS, on every journal which
incurred a bearing failure or shows evidence of
overheating, as follows:
a.
Using a Rockwell Hardness Tester, check
at least three locations.
NOTE: Fillet hardened shafts should be checked as
close to the fillet as possible. Non-fillet hardened
shafts should be checked at least 13 mm (1/2 inch)
from the fillet.
b.
Check rod journals at top, bottom and one
other location. (Top and bottom determined
with journal at TDC).
c.
Minimum hardness:
D-312, D and DT-360,
D and DT-414, D and
30 RC
DT-436 non-fillet
hardened shafts.
D, DT and DTI-466
45 RC
fillet hardened shafts.
If any reading is below the minimum
hardness, REPLACE the crankshaft.
CGES-185-3
PRINTED IN UNITED STATES OF AMERICA
Page 9