SERVICE MANUAL
CRANKSHAFT, MAIN BEARINGS, FLYWHEEL & CRANKCASE
Section 6
4.
Remove the pilot bearing from the flywheel (if
equipped). After cleaning inspect it for wear and
damage.
a.
If the bearing is still serviceable lubricate it
with clean engine oil and reinstall it.
b.
If the bearing has considerable service,
replace it.
Repair the Flywheel and Ring Gear as follows:
1.
Grind the flywheel as required. The maximum
allowance for removal is 1.6 mm (1/16 in.).
a.
It is not necessary to remove all grooves or
scoring.
b.
DO NOT remove more surface material
than specified. Otherwise interference of
the driven member hub with the clutch pilot
bearing in the flywheel will result.
2.
Remove the broken ring gear from the flywheel
by heating the gear with a torch to expand it.
Then drive gear from the flywheel.
3.Install a new ring gear as follows:
a.
Heat the gear to 260° 290°C (500° 550F)
for expansion.
b.
Place the hot gear onto the flywheel.
c.
The chamfered edge of the ring gear l.D.
must be next to the shoulder of the
flywheel.
4.
Check Flywheel Housing Face Run-Out as
follows:
a.
Attach a dial indicator to the crankshaft flange
and place the indicator pointer against the
flywheel housing flange.
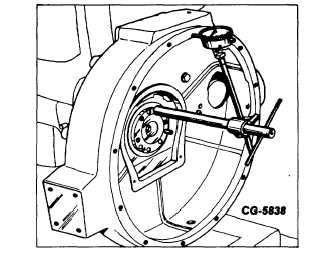
Figure 13. - Checking Run-Out of Flywheel Housing
Face in Relation to the Axis of the Crankshaft
b.
Check at four points 900 apart, for total face
variation.
c.
Keep crankshaft "end play" at zero in the
same direction for all readings as shown in
Fig. 13.
d.
Allowable housing face run-out tolerance is
0.20 mm (0.008 in.)
5.
Check Flywheel Housing Bore Concentricity as
follows:
a.
Attach a dial indicator to the crankshaft and
place the indicator pointer against the
flywheel housing bore as shown in Fig. 14.
b.
Rotate the crankshaft slowly and note total
indicator reading variation.
c.
Allowable
housing
bore
concentricity
tolerance is 0.20 mm (0.008 in.).
CGES-185-3
PRINTED IN UNITED STATES OF AMERICA
Page 13