SERVICE MANUAL
CONNECTING RODS, PISTONS, RINGS & SLEEVES
Section 5
f.
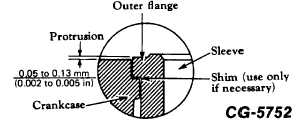
Take readings at three or four points
around the sleeve and use the average
reading to determine which shim, if any, is
needed to bring the protrusion within the
0.05 mm (0.002 in.)
0.13 mm (0.005 in.)
specification.
NOTE: Shims are available in 0.005 mm (0.002 in.),
0.10 mm (0.004 in.), 0.25 mm (0.010 in.), 0.51 mm
(0.020 in.) and 0.81 mm (0.032 in.) thicknesses In a
package.
3.
Install the necessary Shims and “O” Rings
as follows:
a.
Remove the clamping bolts and washers.
Clean the TOP deck of the crankcase and
the cylinder sleeve counterbore. Clean the
sleeve.
b.
Install the shim (if necessary) in the
counterbore as shown in Fig. 32.
Figure 32. - Shim Placement
c.
Coat the sealing “O” Rings with clean engine
oil and install them into the grooves in the
sleeves (without twist). The .rings MUST be
installed in the following order: BOTTOM,
CENTER and TOP.
NOTE: Be sure the “O” Ring is properly aligned in
the groove.
d.
Brush the sealing ring contacting surface in
the crankcase with clean engine oil.
e.
Install the sleeve carefully into the same
bore it was removed from. Press into place
by hand.
f.
Check
sleeve
protrusion
as
previously
described in (2a-f) In this section.
Install Pistons and Connecting Rods as follows:
4.
Coat the piston and piston ring compressor
(PLT-500-2, 04-464-2 or SE-1680) for 400
series with clean lubricating oil.
5.
Install the piston end rod assembly into the
piston ring compressor.
NOTE: The piston and rod assemblies can be
installed by turning the crankshaft only three times.
Position the No. I and 6 crankpins at TDC. Install
the No. 1 and 6 piston assemblies. Repeat this
procedure for the Nos. 2 and 5 and Nos. 3 and 4
piston and rod assemblies.
6.
Coat the cylinder sleeve generously with clean
lubricating oil. Install the compressor, with piston
and rod, into the cylinder sleeve. The numbers on
the rod must face away from the camshaft while the
markings on top of the piston faces toward the
camshaft side of the engine as shown in Fig. 33.
Push down on the piston carefully until it is in the
cylinder sleeve. Avoid striking the sleeve with the
connecting rod.
7.
Coat the connecting rod journal and connecting rod
bearings with clean engine oil.
a.
Install the upper half of the bearing in the
connecting rod and pull the rod down onto
the journal.
b.
Install the connecting rod bearing cap with
the numbered side of the cap matching the
numbered side of the rod.
c.
Install the bolts and tighten to 80 N•m (60
Ibf-ft) torque, then tighten to 175 N•m (1 30
Ibf-ft) torque.
CGES-185-3
PRINTED IN UNITED STATES OF AMERICA
Page 28