TM 5-3895-370-14&P
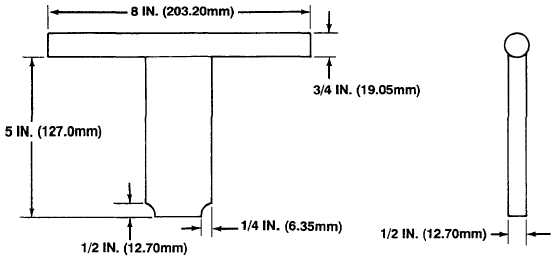
G-13. BEARING SLEEVE REMOVAL TOOL FABRICATION.
NOTES:
1.
FABRICATE ROD FROM 3/4 IN. (19.05 MM) COLD ROLLED STEEL.
2.
CUT ROD 8 IN. (203.20 MM) IN LENGTH.
3.
FABRICATE PLATE FROM 1/2 IN. (12.70 MM) THICK MILD STEEL STOCK
4.
CUT PLATE 2 IN. (50.80 MM) BY 5 IN. (127.00 MM).
5.
GRIND TWO ADJACENT CORNERS OF THE PLATE 1/4 IN. (6.35 MM) BY 1/2 IN. (12.70 MM) DEEP.
WARNING
UNSAFE WELDING PRACTICES CAN CAUSE SERIOUS INJURY FROM FIRE,
EXPLOSIONS, OR HARMFUL AGENTS. ALLOW ONLY AUTHORIZED PERSONNEL
TO WELD OR CUT METALS, AND FOLLOW SAFETY PRECAUTIONS IN TC 9-237.
PROTECTIVE
CLOTHING
AND
GOGGLES
MUST
BE
WORN;
ADEQUATE
PROTECTIVE EQUIPMENT USED, A SUITABLE FIRE EXTINGUISHER KEPT
NEARBY; AND REQUIREMENTS OF TC 9-237 STRICTLY FOLLOWED.
6.
WELD PLATE ON CENTER OF ROD WITH 5 IN. (127.00 MM) ON BOTH ENDS OF ROD.
7.
FILE OFF ROUGH EDGES.
Figure G-10. Bearing Sleeve Removal Tool
G-11/(G-12 blank)