TM 5-3825-225-14&P
NOTE
With new pistons, a machining allowance Is provided on the crown of the piston.
Material may be removed by lathe so that, when fitted, the piston height above the
cylinder block top face will be within 0.002-0.006 In. (0.051-0.152 mm).
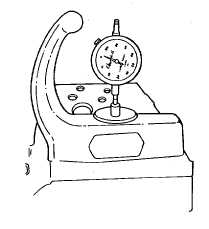
Figure 5-25. Checking new pistons.
(12) Measure the piston height above the cylinder block top face
with the particular piston at TDC. This piston height can be
measured by a piston height gage as shown in Figure 5-25.
Repeat for each new piston to be fitted and mark each piston
with the number of the cylinder bore to which it will belong. Do
not mark on the top as any marking here will be removed by
the machining.
(13) When each piston (5) has been skimmed, check it again when
finally refitted to ensure that any new piston fitted is now within
the limits quoted. Once the piston height is correct, mark any
such piston on the crown with the number of its respective
bore (see Figure 5-21).
(14) Install the oil pump (see paragraph 5-21).
(15) Install the cylinder head assembly (see paragraph 5-15).
f.
Cylinder Sleeve Replacement (see Appendix E Figure 49).
(1)
The cylinder sleeves (6) fitted to the cylinders are centrifugally cast alloy iron. They are an interference
fit in the cylinder block parent bore and of the thinwall dry type. Reboring of these sleeves is not
possible. New sleeves should be fitted when a rebore would normally be considered necessary.
(2)
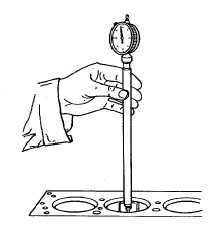
Dimensional checks of the cylinder bore are carried out using the gage tool as shown in Figure 5-26.
When checking sleeves (6), each one should be measured in three positions: top, center and bottom.
The readings being taken parallel and at right angles to the center line of the cylinder block give six
readings for each cylinder bore. When checking the fitted internal bore of a new thinwall sleeve, allow a
period of time to elapse for the sleeve to settle.
(3)
Remove all the various components from the cylinder block.
NOTE
Support the block locally in the area of the top of the sleeve.
(4)
Using a suitable press and shouldered metal disc slightly smaller on the outside diameter than the parent
bore diameter, press the sleeve (6) carefully out through the top of the cylinder block.
(5)
Lightly lubricate the outside of the sleeve (6) with clean engine oil.
Figure 5-26. Cylinder Bore Check.
TA506343
5-23