TM 5-3825-225-14&P
NOTE
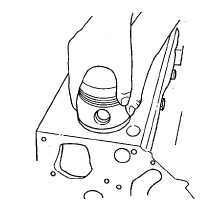
Any ridges or carbon deposits around the top of the cylinder bores should be
removed with a suitable scraper before piston removal is attempted.
Figure 5-18. Piston Removal.
(5)
Push the pistons (5) and connecting rods (6) carefully out
through the top of the block and remove (see Figure 5-18).
(6)
Rotate the crankshaft through 180° to bring the remaining pair to
BDC. Repeat removal operations. Keep each piston (5) and
rod assembly (6) separate, each to each as marked. Mark the
pistons on the crown (before removing the gudgeon pin) to
indicate the front in relation to the FRONT marking cast on the
connecting rods (6).
b.
Disassembly (see Appendix E Figure 54).
NOTE
With 4.108 model engine, pistons have a steel Insert rolled into the top ring
groove during piston manufacture. This steel Insert is an Integral part of the
piston and no attempt should be made to remove It from its location. The
laminated segments or spring loaded rings fitted in the fourth ring groove should
be removed by hand.
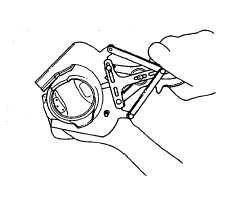
Figure 5-19. Piston Ring Removal .
(1)
Remove the piston rings (1) from each piston (6), using a
suitable piston ring tool (see Figure 5-19).
NOTE
Piston can be warmed in a suitable clean liquid
(usually water) to a temperature of 100-120 ° F (40-
50°C) to aid in removal of piston pin.
(2)
Remove the retaining rings (3) securing the piston pin (4). Push
out the piston pin to release the connecting rod (6). Discard
retaining rings.
c.
Inspection.
(1)
Examine the pistons for scoring and any signs of groove damage.
NOTE
All piston ring specifications are given in paragraph 1-26.
(2)
Check the clearance of the piston rings in their respective grooves by placing the ring outer face into the
groove and a suitable sized feeler gage between the ring and groove face.
(3)
Check the fitted gaps of the piston rings. In worn cylinder bores, these gaps should be checked at the
bottom of the bores.
(4)
Check the fit of the piston pin in the small end bearing sleeve; if excessive, replace the small end
bearing sleeve.
(5)
To renew the small end bearing sleeve, remove the old one by means of a suitable press and dolly.
Press in the new bearing sleeve, ensuring that the oil feed holes are aligned. Ream the new bearing
sleeve to suit the piston pin, then check the connecting rod for parallelism and twist.
TA506339
5-19