TM 5-3825-225-14&P
(6)
Examine the big end bearing sleeves for any signs of wear or pitting.
d
Assembly (see Appendix E Figure 54).
(1)
If original pistons (5) are to be installed, they must
be assembled to the same connecting rod (6), i.e.,
no. 1 piston to no. 1 connecting rod assembly.
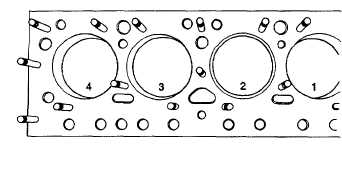
See Figures 5-20 and 5-21 for location of piston and
connecting rod numbering. Any new components
fitted should be numbered the same as those that
they replace.
(2)
Warm the piston (5) in a suitable clean liquid
(usually water) to a temperature of 100-120F (40-
50C). This will enable the piston pin (4) to be
easily pushed into the piston bore when the piston
and connecting rod (6) have been correctly aligned.
(3)
Place no. 1 piston (5) onto its head, noting the
position of the mark previously made to indicate
FRONT.
(4)
Hold no. 1 connecting rod (6) with the small end
between the piston pin bores so that the word
FRONT cast on the rod is toward the same side.
(5)
Push the piston pin (4) into the piston, locating the
connecting rod (6) in position.
(6)
Install the two new retaining rings (3) securely in
piston pin grooves.
(7)
Repeat this procedure for the three remaining
pistons and connecting rods.
(8)
Install piston rings (1).
(a)
Plain parallel faced compression.
(b)
Internally stepped compression.
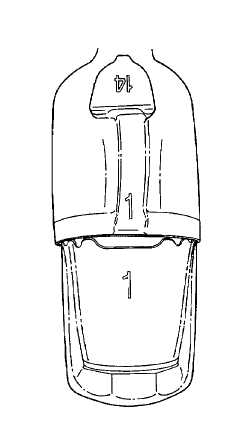
Figure 5-20. Connecting Rod Matching Ends.
NOTE
Always ensure that Internally stepped or
taper-faced rings are correctly fitted. They are
marked TOP or BTM (bottom) to ensure
correct replacement. The top compression
and slotted oil control rings may be fitted
either way up.
Figure 5-21. Engine Block.
TA506340
5-20