SERVICE MANUAL
REBUILDING DRIVESHAFTS
BALANCING
The rebuilding of a driveshaft assembly usually
consists of replacing worn journal cross and bearings
with a new kit. These kits replace the part of a driveshaft
most subject to wear in operation. The slight off-center
condition pre-sent in the journal cross assemblies makes
it desirable to balance the assembly after installing new
journal and bearing kits.
Generally, unbalance resulting after installation of a
journal and bearing kit is equivalent to the unbalance
existing after straightening the shaft. If balancing cannot
be done, it is advisable to check assembly for smooth
operation in vehicle before it is put into operation.
It is sometimes necessary to revise drive-shaft
lengths when rebuilding a vehicle. This job requires
proper facilities to produce a quality assembly. It is
necessary to properly assemble fittings into the tube and
straighten, before welding, to be sure parts are
centralized. This can be done by mounting shaft
assembly on
center and straightening at fittings until ends of tube run
concentric within about .12 mm (.005"1) TIR. The
welding of the tube in the fittings must provide for
adequate strength and prevent distortion which could
cause excessive runout. It is often desirable to tack weld
and recheck for runout before proceeding with final weld.
After
welding,
the
entire
driveshaft
should
be
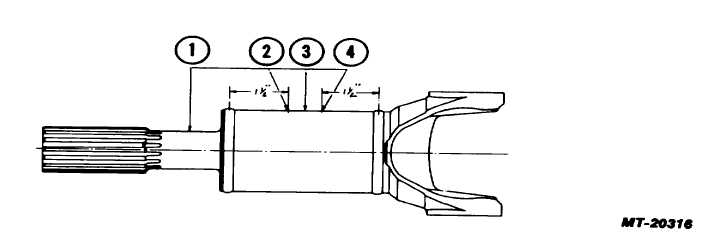
straightened to the following limits: (See Fig. 35)
.12 mm (.005") TIR On shaft neck
.25 mm
(.010") TIR
On ends of tubing 38.1 mm
(1-1/2") from welds
.38 mm (.015") TIR In center of tube
These runouts should be taken with entire driveshaft
assembly mounted on master attaching flanges or yokes,
selected for dynamic balance to eliminate as much
unbalance as possible. During balancing, the driveshaft
again should be mounted on these selected flanges or
yokes.
Fig. 35 Chock Straightness of Shaft With Dial Indicator
At Points 1- 2 - 3 - 4.
1 - .005"
3 - .015"
2 - .010"
4 - .010"
CTS-4017 - Page 18
PRINTED IN UNITED STATES OF AMERICA